
Les moteurs à flux axial (AFM) sont passés des laboratoires de recherche à des applications concrètes, de la robotique et de la mobilité électrique à l’aérospatiale et à la production décentralisée. Leur géométrie en forme de disque permet de concentrer un couple élevé sur une courte longueur axiale, ce qui donne naissance à des machines fines et plates pouvant s’intégrer là où les moteurs cylindriques traditionnels (« à flux radial ») peinent à s’adapter.
Qu’est-ce qu’un moteur à flux axial ?
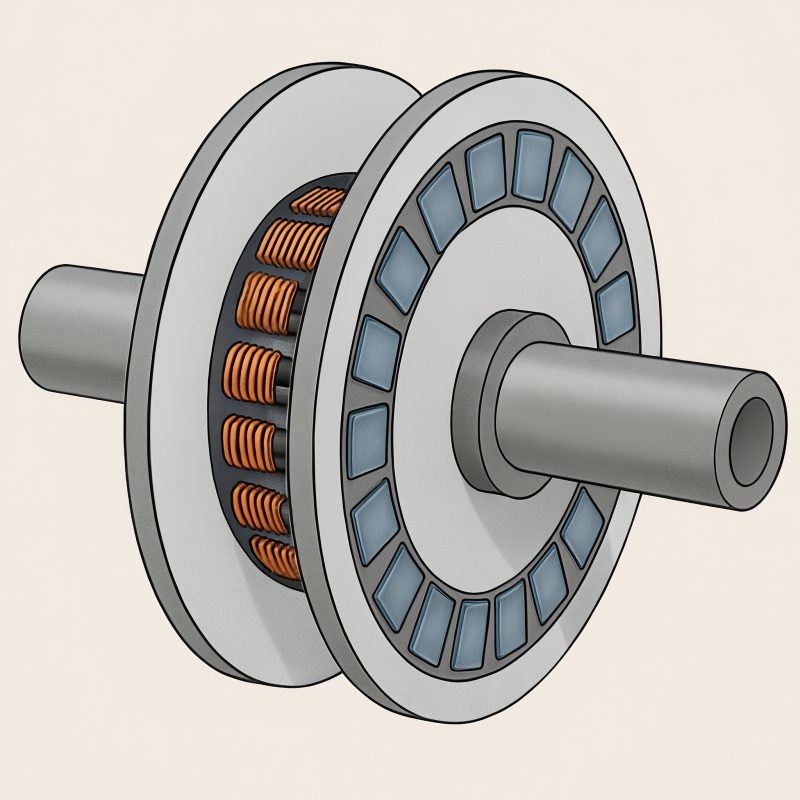
Dans une machine à flux axial, le flux magnétique se déplace parallèlement à l’arbre (axialement) à travers un entrefer plat entre un disque de rotor muni d’aimants permanents (ou d’un champ bobiné) et un disque de stator plat muni d’enroulements. En revanche, les machines à flux radial guident le flux radialement, à travers un entrefer cylindrique entre un rotor interne et un stator externe. La configuration axiale crée un bras de levier effectif important (rayon moyen) ; ainsi, pour une contrainte de cisaillement donnée dans l’entrefer, le couple est proportionnel au cube du rayon et seulement linéairement à la longueur axiale. C’est pourquoi les AFM offrent généralement une excellente densité de couple pour une masse donnée, et en particulier dans un espace axial limité.
Topologies courantes des AFM
- Stator unique, rotor unique (SS-SR) : construction la plus simple ; les forces magnétiques axiales déséquilibrées doivent être gérées au niveau de la structure.
- Double rotor, stator unique (DR-SS) : les rotors situés de part et d’autre d’un stator équilibrent les forces axiales et doublent la surface active pour un même diamètre.
- Double stator, rotor unique (DS-SR) : un rotor central pris en sandwich entre deux stators ; équilibre également les forces axiales et double la surface active du cuivre.
- Inducteur sans joug et segmenté (type YASA) : modules de dents segmentés sans fer arrière continu réduisent la masse de fer et les pertes par courants de Foucault, améliorant ainsi la densité de couple.
- Stator sans noyau (à noyau d’air) : élimine les dents de fer pour supprimer pratiquement tout effet de cogging et toute perte dans le fer ; excellent pour la douceur de fonctionnement et le rendement à charge partielle, mais présente une densité de flux plus faible et une masse de cuivre plus élevée.
- Stator sur circuit imprimé (très faible puissance) : pistes de cuivre en spirale sur FR-4 ou polyimide ; finesse et précision exceptionnelles pour les ventilateurs/micro-entraînements à faible couple.
Pourquoi choisir (ou ne pas choisir) un AFM ?
Points forts
- Densité de couple élevée pour un diamètre modeste ; boîtier « plat » de faible épaisseur avec une longueur axiale réduite.
- Faible potentiel de cogging (en particulier avec les conceptions sans noyau ou sans culasse), garantissant un mouvement fluide et un faible niveau sonore.
- Évolutivité de la surface du disque : générateurs/moteurs à entraînement direct de grand diamètre et à faible vitesse (par exemple, éoliens, volants d’inertie, bancs d’essai).
- Des spires d’extrémité courtes avec des enroulements concentrés (dans de nombreux AFM) réduisent les pertes dans le cuivre.
Limites
- Contrôle plus strict de l’entrefer requis : les faces planes doivent rester parallèles sous l’effet de la charge et de la température.
- Les circuits thermiques peuvent être délicats : les disques larges et minces nécessitent une dissipation thermique bien pensée pour éviter les points chauds.
- Un nombre de pôles plus élevé entraîne une fréquence électrique plus élevée à un régime donné (ce qui a un impact sur l’onduleur et les pertes).
- Complexité de fabrication pour les stators segmentés, les fixations d’aimants et le cerclage du rotor, en particulier à haut régime.
Plages de performances typiques (à titre indicatif)
Les performances réelles dépendent des matériaux, du refroidissement, du contrôle, du cycle de service et des marges de sécurité. Les plages suivantes sont prudentes mais utiles pour une première sélection :
- Densité de flux maximale dans l’entrefer (NdFeB) : 0,6–0,9 T (à dents), 0,3–0,5 T (sans noyau)
- Charge électrique spécifique (A, RMS) : 20–60 kA/m (refroidissement par air), jusqu’à ~80 kA/m (refroidissement par liquide agressif)
- Densité de couple en continu : ~8–25 N·m/kg (conceptions bien refroidies) ; le pic peut dépasser 30–60 N·m/kg pour de courtes rafales
- Densité de puissance continue : ~1–3 kW/kg ; pic ~2–6 kW/kg (brièvement)
- Rendement de pointe : 92–97 % (correctement optimisé)
- Entrefer : 0,3–1,5 mm en général (plus petit pour un diamètre plus petit/un faux-rond plus faible)
- Paires de pôles : 6–40 (plus nombreuses pour les grands diamètres/faibles vitesses)
Ces valeurs ne constituent pas des limites absolues ; des conceptions spécialisées, des systèmes de refroidissement avancés (pulvérisation/jet d’huile, plaques froides) et des aimants haut de gamme peuvent les dépasser.
Pertes et rendement
- Pertes dans le cuivre (I²R) : prédominantes à couple élevé. Réduites grâce à une section de conducteur plus importante, une température d’enroulement plus basse et un facteur de remplissage plus élevé (35–55 % typiquement avec un fil rond ou rectangulaire).
- Pertes dans le fer (hystérésis + courants de Foucault) : importantes dans les stators à dents ; elles peuvent être réduites grâce à des tôles minces (0,1–0,35 mm), des nuances à faibles pertes ou des composites magnétiques mous (SMC) dans les zones de flux 3D.
- Effet de proximité et effet de peau : augmentent avec la fréquence électrique et la géométrie des conducteurs ; atténués par des fils Litz (basse puissance) ou des conducteurs en barres profilées (puissance plus élevée).
- Pertes mécaniques et de frottement : les disques en rotation peuvent subir des pertes par frottement ; un carénage et des surfaces lisses sont utiles.
- Pertes de l’onduleur (commutation + conduction) : augmentent avec la fréquence électrique (qui augmente avec le nombre de pôles à un régime donné). Le choix correct du dispositif (SiC/MOSFET/IGBT), une modulation d’impulsions en largeur (PWM) optimale et une fréquence de commutation appropriée sont essentiels.
Gestion thermique
Les AFM sont minces et larges, la chaleur doit donc être évacuée radialement et axialement hors du cuivre et du fer :
Voies de conduction : des dents/bobines de dents vers le fer arrière puis vers le boîtier ; ou directement de la fente/bobine vers une plaque refroidie par liquide.
Options de refroidissement :
- Convection d’air sur les faces du stator, avec des boîtiers à ailettes
- Plaques de refroidissement à liquide derrière le stator
- Refroidissement par pulvérisation/jet d’huile directement sur les enroulements (technique avancée)
Ordre de grandeur du flux thermique : ~5–15 kW/m² (air forcé), ~30–100 kW/m² (plaques à liquide), et plus pour le refroidissement par jet d’huile direct avec une isolation soignée.
Matériaux et fabrication
Aimants
- NdFeB (grades N42–N52, H/EH) : densité d’énergie maximale ; surveiller la température maximale (80–180 °C selon le grade).
- SmCo : rémanence plus faible mais bien meilleure stabilité thermique (200–300 °C) ; excellent pour les conceptions à haute température ou résistantes à la démagnétisation.
- Ferrite : bon marché et stable, mais faible densité d’énergie ; viable avec des structures à concentration de flux.
Fer de stator
Lames d’acier électrique (0,1–0,35 mm) pour les stators à dents ; SMC pour les flux 3D complexes ; ou aucun pour les modèles sans noyau.
Enroulements
Bobines à fil rond, rectangulaires de type « épingle à cheveux » (moins courantes dans les AFM mais possibles), ou Litz pour les machines à haute fréquence/de petite taille.
Enroulements sur circuit imprimé pour les micro-AFM à faible couple.
Intégrité du rotor
Aimants collés sur un support en acier ou en composite ; à des vitesses de rotation plus élevées, utiliser des bandes non magnétiques (par exemple, des manchons en fibre de carbone) pour contenir les contraintes circonférentielles et empêcher le déplacement des aimants.
Tolérances
La planéité et le parallélisme sont importants. Une uniformité de l’entrefer de l’ordre de quelques dizaines de microns améliore le rendement et réduit le bruit acoustique.
Équilibrage dynamique généralement conforme à la norme ISO 21940 G2.5 (ou mieux) pour un fonctionnement silencieux.
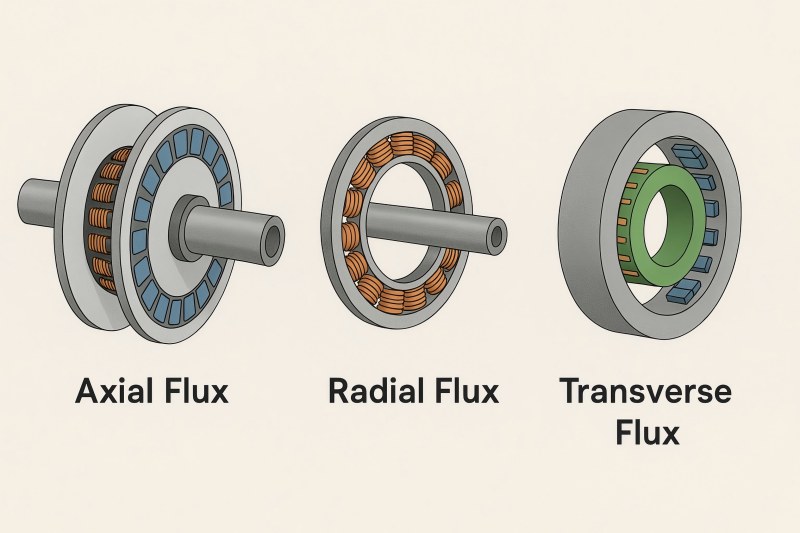
AFM vs flux radial vs flux transversal
Vous trouverez ci-dessous une comparaison pratique. Les valeurs sont indicatives — et non absolues — et supposent un refroidissement adéquat et l’utilisation de matériaux modernes.
| Caractéristique | Flux axial (AFM) | Flux radial (RFM) | Flux transversal (TFM) |
| Conditionnement | « Pancake » fin, longueur axiale courte | Longueur axiale plus importante, diamètre plus petit | Encombrant, trajets magnétiques complexes |
| Densité de couple continue | Élevée (8–25 N·m/kg, plus élevée avec refroidissement par liquide) | Modérée à élevée (6–20 N·m/kg) | Potentiellement très élevée mais difficile à atteindre |
| Densité de puissance | 1–3 kW/kg (cont.), 2–6 kW/kg (crête) | 1–2,5 kW/kg (cont.), jusqu’à ~4 kW/kg (crête) | Fort potentiel ; fabrication complexe |
| Nombre de pôles (typ.) | Moyen à élevé (6–40 paires) | Faible à moyen (3–12 paires) | Élevé |
| Fréquence électrique à un régime donné | Plus élevée (en raison du nombre plus important de pôles) | Plus faible | Plus élevée |
| Effet de cogging et ondulation | Très faibles avec les moteurs sans noyau/sans culasse | Faible à modéré (mesures d’atténuation requises) | Dépend de la conception ; souvent difficile |
| Refroidissement | Nécessite des chemins thermiques planaires soigneusement étudiés | Chemins radiaux bien compris | Complexe |
| Difficulté de fabrication | Modérée à élevée (disques, bandes, précision) | Chaînes d’approvisionnement matures | Élevée (trajets de flux 3D) |
| Idéal | Couple élevé dans un espace axial restreint ; entraînement direct | Usage général ; large plage de vitesses | Applications de niche à couple élevé et faible vitesse |
Dimensionnement rapide par contrainte de cisaillement
Une méthode rapide pour estimer le diamètre d’un AFM consiste à supposer une contrainte de cisaillement tangentielle dans l’entrefer et un rapport entre les rayons intérieur et extérieur. Pour de nombreux AFM, la contrainte de cisaillement continue se situe entre 20 et 40 kPa avec un bon refroidissement par air ou par liquide (les pics peuvent être brièvement plus élevés).
| Puissance nominale | Vitesse (tr/min) | Couple (N·m) | ror_o recommandé (m) | Ø extérieur (m) | Fréquence électrique* (Hz) |
| 5 kW | 1500 | 31,83 | 0,0833 | 0,167 | 500 |
| 10 kW | 3000 | 31,83 | 0,0833 | 0,167 | 1000 |
| 25 kW | 3000 | 79,58 | 0,1131 | 0,226 | 1000 |
| 50 kW | 3000 | 159,15 | 0,1425 | 0,285 | 1000 |
| 100 kW | 3000 | 318,31 | 0,1796 | 0,360 | 1 000 |
| 25 kW | 1000 | 238,73 | 0,1631 | 0,326 | 333 |
| 50 kW | 1 000 | 477,46 | 0,2056 | 0,411 | 333 |
| 100 kW | 1 000 | 954,93 | 0,2590 | 0,518 | 333 |
Paramètres de conception clés et plages pratiques
Entrefer
- 0,3–1,5 mm est courant. Des diamètres plus grands et des vitesses plus élevées nécessitent des entrefers plus importants pour des raisons de sécurité ; un usinage de précision et des structures rigides permettent de le réduire.
Épaisseur et configuration de l’aimant
- 2 à 6 % du diamètre extérieur comme point de départ approximatif pour les tailles moyennes.
- Les réseaux de Halbach augmentent le flux dans l’entrefer et réduisent les besoins en fer de retour, mais ajoutent de la complexité.
Combinaisons d’encoches/pôles
- Les enroulements concentrés à fentes fractionnaires (par exemple, 12 fentes/10 pôles, 24 fentes/22 pôles, etc.) réduisent le cuivre en fin de spire et le cogging.
- S’assurer que le plus petit commun multiple (PCM) des fentes et des pôles permet d’obtenir des enroulements triphasés équilibrés et des harmoniques spatiales acceptables.
Densité de courant (dans le cuivre)
- 3–6 A/mm² RMS pour un fonctionnement continu à refroidissement par air, jusqu’à ~10 A/mm² (ou plus) avec un refroidissement par liquide de haut niveau.
- Surveillez la température des points chauds au niveau des racines des dents et au milieu des bobines épaisses.
Intégrité mécanique
- Vérifier la contrainte circonférentielle du rotor à vitesse maximale (test typique à 120–150 % de la vitesse nominale).
- Utilisez des manchons non magnétiques (fibre de carbone) pour maintenir les aimants en place à haut régime.
NVH (bruit, vibrations, rugosité)
- Réduire l’effet de cogging grâce à l’inclinaison des aimants, au chanfreinage des dents, aux fentes/pôles fractionnés et aux conceptions sans noyau.
- Équilibrer statiquement et dynamiquement ; viser de faibles pulsations radiales/axiales dans les forces électromagnétiques.
Sélection des matériaux
| Composant | Option | Avantages | Inconvénients | Remarques |
| Aimants | NdFeB (N42–N52, H/EH) | Densité d’énergie maximale ; compact | Démagnétisation à haute température ; volatilité des prix | Vérifier BHmaxB!H_{max}BHmax, HciH_{ci}Hci ; choisir la nuance en fonction de la marge thermique |
| SmCo | Stabilité à haute température ; résistant à la corrosion | Faible densité énergétique ; coût | Idéal pour un fonctionnement à >180 °C | |
| Ferrite | Bon marché ; stable | Volume important ; faible flux | Compatible avec les topologies à concentration de flux | |
| Stator | Acier laminé (0,1–0,35 mm) | Mature ; bon contrôle des pertes | Contraintes de laminage 2D | Choisir des nuances à faibles pertes pour les hautes fréquences |
| SMC | Capacité de flux 3D | Perméabilité plus faible ; pertes plus élevées à basse fréquence | Utile pour les dents segmentées/sans culasse | |
| Sans noyau (sans fer) | Effet de cogging quasi nul ; faibles pertes dans le fer | Densité de flux plus faible ; plus de cuivre | Excellente régularité/précision | |
| Enroulements | Fil rond | Flexible, facile | Remplissage inférieur à celui des bobines rectangulaires | Idéal pour les prototypes et de nombreuses productions en série |
| Rectangulaire/barre | Remplissage plus important, meilleur contact thermique | Courbes plus serrées ; contrôle du processus | À envisager pour les machines de plus de 10 kW | |
| Litz | Réduit les pertes de peau et de proximité | Coûteux ; complexité de dimensionnement | Convient aux machines de petite taille et à haute fréquence |
Considérations relatives au contrôle et au variateur
Le contrôle orienté champ (FOC) avec commutation sinusoïdale est la norme. Les enroulements concentrés introduisent des harmoniques spatiales ; de bons contrôleurs de courant et un bon filtrage atténuent l’ondulation du couple.
La fréquence électrique augmente avec le nombre de pôles : fe = p⋅tr/min/6. Une valeur élevée de fe augmente les pertes dans le noyau et les pertes de commutation ; les onduleurs à MOSFET SiC sont utiles à des tensions et fréquences plus élevées.
La forme de la force contre-électromotrice (trapézoïdale ou sinusoïdale) dépend de la configuration des fentes, des pôles et des aimants ; la forme sinusoïdale réduit l’ondulation et le bruit acoustique.
Capteurs : codeurs ou résolveurs pour des performances dynamiques élevées ; le FOC sans capteur est possible mais plus difficile à basse vitesse.
Liaison CC et filtrage : avec un nombre de pôles élevé, assurez-vous d’une capacité de liaison CC adéquate et tenez compte du dv/dt sur les enroulements (risque de décharge partielle à haute tension).
Exemples d’applications
- Mobilité électrique (motos électriques, véhicules électriques légers, AGV) : le format compact libère de l’espace ; couple élevé à la vitesse de roue ; surveiller la gestion thermique dans les boîtiers étanches.
- Aérospatiale/eVTOL : la densité de couple élevée et la fluidité sont des atouts ; les matériaux doivent répondre à des exigences strictes en matière de température et de fiabilité ; le SmCo peut être privilégié.
- Robotique/cobots : les AFM sans noyau excellent là où un couple ultra-linéaire, un faible effet de cogging et la capacité de rétroaction sont essentiels.
- Éolien et générateurs à entraînement direct : alternateurs à flux axial de très grand diamètre à bas régime ; ferrite ou NdFeB avec concentration de flux pour maîtriser les coûts.
- Broches industrielles et bancs d’essai : le profil mince permet un couple en entraînement direct à vitesse modérée sans réducteur, réduisant ainsi le jeu et la maintenance.
Conseils d’intégration (ce qui est souvent négligé)
- Équilibre des forces axiales : privilégiez les modèles DR-SS ou DS-SR pour annuler l’attraction magnétique ; cela assouplit le choix des roulements et la rigidité du boîtier.
- Faux-rond et planéité : Mesurez-les à chaud. Les rotors composites et les carters en aluminium se dilatent différemment ; maintenez un jeu de sécurité à la température maximale et au régime maximal.
- CEM et câblage : un nombre élevé de pôles et des fréquences électriques élevées augmentent la contrainte dv/dt ; choisissez un blindage de câble et une classe d’isolation des enroulements adaptés.
- Rétention et sécurité des aimants : concevez en tenant compte des survitesses et des variations thermiques ; l’enrobage et les manchons doivent empêcher le soulèvement des aimants.
- Facilité d’entretien : les dents de stator segmentées et les rotors modulaires réduisent les temps d’arrêt pour le remplacement des bobines/aimants permanents.
- Capteurs thermiques : placez les RTD/NTC près des racines des dents et au milieu des bobines denses pour détecter rapidement les points chauds.
- Réaliste en termes de coûts : les aimants haut de gamme et les tolérances d’usinage serrées dominent la nomenclature ; une conception pour la fabrication (DFM) précoce avec votre fournisseur évite les dérives de coûts de dernière minute.
Les moteurs à flux axial s’imposent lorsque l’enveloppe exige un couple élevé pour une longueur axiale minimale et lorsque la douceur de fonctionnement, la compacité et la modularité sont essentielles. Pour tenir cette promesse, vous devez maîtriser le contrôle de l’entrefer, les voies thermiques et l’adaptation à l’onduleur, et sélectionner des matériaux adaptés à vos contraintes de température et de coût. Utilisez le raccourci de dimensionnement par contrainte de cisaillement pour vous situer dans la fourchette de diamètres appropriée, choisissez une topologie (DR-SS et DS-SR sont les plus courantes) et discutez avec votre fournisseur des aspects liés au refroidissement et à la fabricabilité. Grâce à une ingénierie rigoureuse, les AFM offrent une densité de couple exceptionnelle et un fonctionnement raffiné dans les domaines de la mobilité électrique, de l’aérospatiale, de la robotique et de la génération d’entraînement direct.
