


-
Home Appliance Market
Committed to providing innovative solutions for the global home appliance industry
- Leading brand in global air conditioning sweep motor market
- A global leader in washing machine drainage systems
- Global Refrigerator lce Water System Solution Provider
Home Appliance Market
Committed to providing innovative solutions for the global home appliance industry
- Customer Cases




- Specific Classfication
 Air Conditioner
Air Conditioner Refrigerator
Refrigerator Washing Machine
Washing Machine Kitchen & Bathroom
Kitchen & Bathroom Small Home Appliances
Small Home Appliances
-
Auto Parts
Provide motor and mechatronic components for automobiles
- Product advantages of stepper motors for HUD
- Large-scale automotive water pump production capacity
- Automotive air conditioning system solution capabilities
Auto Parts
Provide motor and mechatronic components for automobiles
- Customer Cases




- Specific Classfication
- Air Conditioning System
 Thermal Management
Thermal Management Intelligent Driving
Intelligent Driving Intake & Exhaust System
Intake & Exhaust System Body Control
Body Control Braking System
Braking System
-
Industrial Control
Provide cost-effective motor and component products in the industrial field
- First-tier brand suppliers in the valve control market
- Domestic security monitoring head enterprise supplier
- Multiple series of products meet different application scenarios
Industrial Control
Provide cost-effective motor and component products in the industrial field
- Customer Cases




- Specific Classfication
 Valve Control
Valve Control OA Finances
OA Finances Garden Tools
Garden Tools Industrial Equipment
Industrial Equipment Security Monitoring
Security Monitoring Robot
Robot
-
Sports Health
Provide high-quality motors for sports equipment and medical equipment industries
- High-end sports equipment main drive motor supplier
- First-tier brand suppliers in the medical device industry
- Ability to provide solutions such as smart furniture
Sports Health
Provide high-quality motors for sports equipment and medical equipment industries
- Customer Cases




- Specific Classfication
 Sports Equipment
Sports Equipment Medical Instruments
Medical Instruments Game Entertainment
Game Entertainment Smart Home
Smart Home





Jiangsu Leili will participate in the 2026 (19th) Beijing International Automotive Exhibition, one of the most influential events in the automotive industry. Through this exhibition, Leili will present its latest products, technologies, and application solutions, while strengthening communication with industry partners and customers from across the automotive supply chain.
The exhibition will be held from April 24 to May 3, 2026 at the Capital International Exhibition Center in Beijing. According to the event schedule, April 24–25 will be Media Days, April 26–27 will be Trade Visitor Days, and April 28–May 3 will be open as Public Days. During the exhibition, Leili will welcome visitors at Booth B1G10.
As a company focused on motor and related technology solutions, Leili will use this platform to demonstrate its brand strength, product innovation, and industry application capabilities in the automotive sector. The booth design highlights a modern and professional brand image, creating a clear and engaging space for product display, technical communication, and business discussions.
The Beijing International Automotive Exhibition is an important opportunity for enterprises across the automotive industry to showcase innovation, explore cooperation, and stay connected with market trends. By participating in this event, Leili aims to further enhance its industry visibility, expand business opportunities, and build closer relationships with customers and partners.
We sincerely invite industry professionals, partners, and visitors to stop by Leili Booth B1G10 and learn more about the company’s latest developments and automotive-related solutions.
Exhibition Information
Event: 2026 (19th) Beijing International Automotive Exhibition
Dates: April 24 – May 3, 2026
Venue: Capital International Exhibition Center, Beijing
Booth No.: B1G10
Exhibitor: Jiangsu Leili


The non-self-starting nature of synchronous motors can be explained as follows:
- No initial torqueis produced at standstill
- Rotor cannot immediately synchronize with the stator’s rotating field
- Magnetic forces alternate and cancel out
- Rotor inertia prevents instant acceleration
- Stable operation requires matching speeds
To overcome this limitation, various starting methods such as damper windings and VFDs are used.

What Is a Synchronous Motor?
Unlike induction motors, synchronous motors have a rotor locked to the revolving magnetic field of the stator and run at a constant speed in step with the supply frequency.Important Features:
- Constant speed regardless of load
- High efficiency, especially in large-scale applications
- Capability to improve power factor
- Widely used in compressors, pumps, conveyors, and power plants
However, this precise synchronization is also the reason behind its inability to self-start.
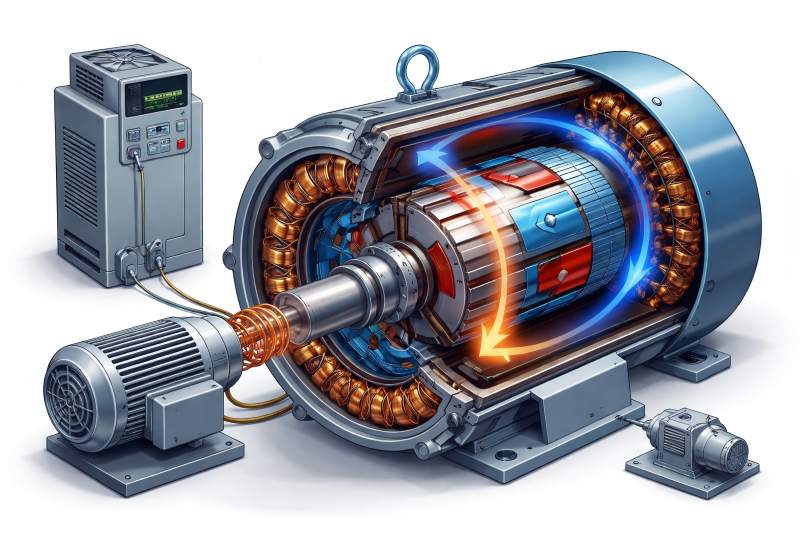
Basics of Synchronous Motor Operation
To understand why a synchronous motor is not self-starting, we must first understand how it operates.
Stator
- Produces a rotating magnetic field when connected to an AC supply
- The speed of this rotating field depends on the supply frequency
Rotor
- Uses DC excitation or permanent magnet sources
- Establishes a stable magnetic field
Once in operation, the rotor synchronizes with the stator’s rotating magnetic field and turns at an identical speed.
The Core Reason: Lack of Starting Torque
The primary reason a synchronous motor is not self-starting lies in its inability to generate starting torque.
What Happens at Startup?
When power is first applied:
- The stator creates a rotating magnetic field
- The rotor is initially stationary
- The rotating magnetic field moves at a high speed
Because the rotor is not yet moving, it cannot immediately “lock” with the stator field. Instead, it experiences alternating forces—first in one direction, then in the opposite direction.
Result:
- The average torque over time becomes zero
- The rotor does not begin to rotate
This is the fundamental reason why synchronous motors cannot start on their own.
Magnetic Behavior at Standstill
When stationary, the rotor’s magnetic field is subjected to the stator’s rotating field, causing constantly changing magnetic effects.
Key Points:
- The stator field continuously changes direction relative to the stationary rotor
- The rotor experiences torque pulses rather than continuous torque
- These pulses cancel each other out
Analogy:
Imagine trying to push a swing that is moving too fast—your pushes will not align with its motion, resulting in no effective movement. Similarly, the rotor cannot “catch” the rotating magnetic field at startup.
Synchronization Requirement
Only when the rotor’s speed matches the stator’s rotating magnetic field can a synchronous motor function.
Critical Condition:
- Rotor must reach near synchronous speed before it can lock in
However:
- At startup, rotor speed = 0
- Stator field speed = high
This mismatch prevents synchronization.
Comparison with Induction Motors
To better understand the limitation, it is helpful to compare synchronous motors with induction motors.
Synchronous Motor vs Induction Motor (Starting Behavior)
| Feature | Synchronous Motor | Induction Motor |
| Self-starting ability | No | Yes |
| Starting torque | Zero | High |
| Rotor current source | External DC or permanent magnet | Induced from stator |
| Speed during operation | Constant | Slightly less than synchronous |
| Slip | Zero | Non-zero |
| Starting complexity | High | Low |
Key Insight:
Induction motors generate torque through induced currents, allowing them to start automatically. Synchronous motors lack this mechanism at startup.
Role of Rotor Inertia
Another factor contributing to the non-self-starting nature is rotor inertia.
- The rotor has mass and resists sudden motion
- The stator field moves too quickly for the rotor to accelerate instantly
- Without gradual acceleration, synchronization cannot occur
Thus, the rotor remains stationary unless assisted.
Stability and Torque Direction
At a standstill, the torque produced in a synchronous motor is not only small but also unstable.
Characteristics:
- Torque direction changes rapidly
- No consistent rotational force is developed
- Rotor oscillates instead of rotating
This instability further prevents self-starting.
Practical Implications
Because synchronous motors cannot start on their own, they require external starting mechanisms.
Challenges:
- Additional equipment increases cost
- More complex control systems
- Requires careful synchronization process
Despite these challenges, synchronous motors are still widely used due to their efficiency and performance once running.
Methods to Start a Synchronous Motor
To overcome the starting problem, several methods are used in practice.
Common Starting Methods for Synchronous Motors
| Method | Description | Advantages | Disadvantages |
| Damper winding (amortisseur) | Rotor includes squirrel-cage bars for induction starting | Simple, widely used | Additional losses |
| External prime mover | Motor is brought to speed using another motor | Reliable | Expensive |
| Variable frequency drive (VFD) | Gradually increases frequency to match rotor speed | Smooth and efficient | High cost |
| Pony motor | Small auxiliary motor accelerates the rotor | Effective for large machines | Requires extra equipment |
| Reduced voltage starting | Applies lower voltage initially | Limits current | Limited torque |
Damper Winding: The Most Common Solution
One of the most widely used methods is the damper winding, also known as an amortisseur winding.
How It Works:
- Functions similarly to an induction motor during the starting phase
- Generates the initial torque required for rotation
- Brings the rotor speed up to near synchronous speed
Upon reaching a speed close to synchronization:
- DC excitation is applied
- Rotor locks into synchronization
Variable Frequency Drive (VFD) Approach
Modern industrial systems increasingly utilize variable frequency drives (VFDs).
Advantages:
- Smooth acceleration from zero speed
- Eliminates mechanical stress
- Improves energy efficiency
Process:
- Frequency starts low
- Gradually increases
- Rotor follows the changing magnetic field
This method effectively solves the self-starting problem.
Why Not Design It to Be Self-Starting?
A natural question arises: why not design synchronous motors to be self-starting?
Reasons:
Their design prioritizes constant speed and efficiency
Adding self-starting capability would:
- Increase complexity
- Reduce efficiency
- Increase cost
Instead, engineers prefer to use auxiliary methods.
Advantages Despite the Limitation
Even though synchronous motors are not self-starting, they offer several benefits:
Key Advantages:
- Precise speed control
- High efficiency at constant load
- Power factor correction capability
- Suitable for large industrial applications
These advantages often outweigh the starting limitation.
Industrial Applications
Synchronous motors are extensively used in various applications such as:
- Power plants
- Large compressors
- Industrial pumps
- Conveyor systems
- Paper and cement industries
In these applications, controlled startup is acceptable and often preferred.
From traditional salient pole motors to advanced permanent magnet and reluctance designs, each type offers unique advantages tailored to specific needs.
What Is a Synchronous Motor?
A synchronous motor runs at a constant speed determined by the AC supply frequency, maintaining synchronization regardless of load within its operating limits.
Unlike induction motors, which experience slip (a difference between rotor speed and magnetic field speed), synchronous motors maintain zero slip. Synchronous motors are often used for:
- Industrial drives requiring constant speed
- Power factor correction systems
- Precision equipment
- Pumps, compressors, and conveyors
Basic Working Principle
The rotor, which is magnetized either electrically or permanently, locks into this rotating field and begins to rotate at the same speed.
However, synchronous motors are not self-starting. They require additional mechanisms such as auxiliary motors, damper windings, or electronic drives to bring them up to synchronous speed.
Main Components of a Synchronous Motor
Before diving into the types, it is important to understand the basic structure.
Stator
The stator, which remains stationary, generates a rotating magnetic field when supplied with alternating current power.
Rotor
The rotor is the rotating part that locks into the stator’s magnetic field. Its design determines the type of synchronous motor.
Excitation System
This system provides the magnetic field for the rotor, either through direct current or permanent magnets.
Shaft and Bearings
These mechanical components transfer rotational energy to the load.
Classification of Synchronous Motors
Synchronous motors can be classified based on rotor construction, excitation method, and application. The most common classification is based on rotor design.
Types of Synchronous Motors

Salient Pole Synchronous Motor
Salient pole motors have projecting poles mounted on the rotor. These poles are clearly visible and usually have field windings wrapped around them.
This type is typically used in low-speed applications because the rotor diameter is large and the axial length is short. The design allows for better cooling and easier maintenance.
Common applications include hydroelectric generators, low-speed compressors, and heavy industrial drives.
Key Characteristics:
- Large diameter rotor
- Low to medium speed
- High torque capability
- Suitable for vertical shaft applications

Non-Salient Pole (Cylindrical Rotor) Motor
Also known as round rotor motors, these have a smooth cylindrical rotor without projecting poles.
They are designed for high-speed operation and are commonly used in turbo-generators and high-speed industrial equipment.
The uniform air gap in this design ensures smooth operation and reduced mechanical stress.
Key Characteristics:
- High-speed capability
- Uniform structure
- Lower wind resistance
- Common in thermal power plants

Permanent Magnet Synchronous Motor (PMSM)
Permanent magnet synchronous motors incorporate high-strength magnets within the rotor rather than relying on wound field coils.
This design removes the requirement for external excitation, resulting in higher efficiency and reduced energy loss.
As a result, PMSMs are extensively applied in areas such as electric vehicles, automation systems, and HVAC equipment.
Key Characteristics:
- High efficiency
- Compact design
- Low maintenance
- High power density
Brushless DC Motor (BLDC)
Although technically different in control method, BLDC motors are often considered a type of synchronous motor because their operation is synchronized with electronic commutation.
They rely on permanent magnets and electronic control systems rather than brushes, which extends service life and minimizes maintenance needs.
Key Characteristics:
- Electronic commutation
- High efficiency
- Quiet operation
- Widely used in consumer electronics

Reluctance Synchronous Motor
Reluctance motors work by exploiting differences in magnetic resistance, causing the rotor to naturally move into positions where the magnetic path offers the least opposition.
These motors do not require magnets or windings on the rotor, making them simple and robust.
Key Characteristics:
- Simple rotor design
- No magnets required
- Cost-effective
- Moderate efficiency
Hysteresis Synchronous Motor
Hysteresis motors rely on the magnetic hysteresis property of the rotor material.
They deliver stable, low-noise performance, making them well suited for precision devices such as clocks, timers, and audio equipment.
Key Characteristics:
- Very smooth operation
- Quiet performance
- Self-starting capability
- Low torque output

Synchronous Reluctance Motor (SynRM)
This design enhances conventional reluctance motors with increased efficiency and optimized performance.
They are gaining popularity as an alternative to induction motors due to their energy efficiency and reduced reliance on rare-earth materials.
Key Characteristics:
- Improved efficiency
- No permanent magnets
- Lower cost compared to PMSM
- Suitable for industrial drives
Comparison of Different Types
| Motor Type | Efficiency | Cost | Maintenance | Speed Range | Typical Applications |
| Salient Pole | Moderate | Medium | Medium | Low | Hydropower, compressors |
| Cylindrical Rotor | High | High | Medium | High | Power plants, turbines |
| PMSM | Very High | High | Low | Wide | EVs, robotics |
| BLDC | High | Medium | Low | Wide | Electronics, fans |
| Reluctance Motor | Moderate | Low | Low | Moderate | Pumps, industrial drives |
| Hysteresis Motor | Low | Medium | Low | Low | Clocks, audio equipment |
| Synchronous Reluctance (SynRM) | High | Medium | Low | Wide | Industrial automation |
Advantages of Synchronous Motors
Synchronous motors provide constant speed regardless of load variations, which is essential in precision systems. Their ability to operate at high efficiency reduces energy consumption and operating costs.
Another important advantage is power factor correction. It is an enhanced reluctance motor offering improved efficiency and overall performance.
Disadvantages of Synchronous Motors
Despite their advantages, synchronous motors also have some limitations.
They cannot start independently and need auxiliary starting methods, with higher upfront costs than induction motors, particularly PMSMs.
Additionally, the control systems for some synchronous motors can be complex, particularly those using electronic drives.
Applications of Synchronous Motors
Industrial Manufacturing
In industrial environments, synchronous motors are commonly used in processes that require stable speed and continuous operation. Their ability to maintain constant speed regardless of load fluctuations makes them ideal for precision-driven systems.
Typical applications include:
- Conveyors and material handling systems
- Pumps and compressors
- Rolling mills and crushers
- Mixers and agitators
Why they are used:
- Ensure consistent production quality
- Reduce energy losses in long-duration operations
- Improve overall system efficiency
Power Generation and Utilities
Synchronous motors play a dual role in power systems—not only as motors but also as tools for power factor correction and grid stability.
Key applications:
- Driving large generators in power plants
- Acting as synchronous condensers for power factor correction
- Stabilizing voltage in transmission networks
Advantages in this field:
- Ability to operate at leading, lagging, or unity power factor
- Enhance grid reliability and reduce transmission losses
- Support large-scale electrical infrastructure
Electric Vehicles (EVs) and Transportation
Modern transportation systems increasingly rely on high-efficiency motors, particularly permanent magnet synchronous motors (PMSM).
Applications include:
- Electric cars and buses
- High-speed trains and metro systems
- Electric scooters and bikes
Key benefits:
- High torque at low speeds
- Compact and lightweight design
- Excellent energy efficiency for battery-powered systems
Robotics and Automation
Automation systems demand precision, repeatability, and responsiveness—all of which synchronous motors can provide, especially when paired with advanced controllers.
Typical uses:
- Robotic arms and CNC machines
- Automated assembly lines
- Pick-and-place systems
Why preferred:
- Precise position and speed control
- Smooth and quiet operation
- High dynamic response
HVAC and Building Systems
In heating, ventilation, and air conditioning systems, synchronous motors are used to ensure efficient and stable airflow and temperature control.
Common applications:
- Air handling units
- Chillers and compressors
- Large ventilation fans
Advantages:
- Energy savings in long-running systems
- Reduced noise levels
- Reliable continuous operation
Consumer Electronics and Household Appliances
Smaller synchronous motors, especially BLDC and hysteresis types, are widely used in everyday devices.
Examples:
- Refrigerators and washing machines
- Air conditioners and fans
- Clocks and timers
Key reasons:
- Quiet operation
- Long service life
- Low maintenance requirements
Renewable Energy Systems
With the rapid growth of renewable energy, synchronous motors and generators are becoming increasingly essential in modern power generation systems.
Applications:
- Wind turbines (gearbox and generator systems)
- Solar tracking systems
- Hydropower generation
Benefits:
- High efficiency under variable conditions
- Compatibility with modern control systems
- Reliable performance in harsh environments
Aerospace and Defense
In high-performance environments such as aerospace, synchronous motors are valued for their precision and reliability.
Typical uses:
- Aircraft actuators
- Radar and communication systems
- Navigation equipment
Why they are critical:
- High reliability under extreme conditions
- Precise motion control
- Lightweight and efficient design
Key Selection Criteria
Selecting the appropriate synchronous motor requires considering multiple key factors.
Motor Selection Guide
| Criteria | Consideration |
| Load Type | Constant or variable load |
| Speed Requirement | Fixed or adjustable |
| Efficiency Needs | Energy-saving requirements |
| Budget | Initial and operational cost |
| Maintenance | Ease of servicing |
| Application | Industrial, commercial, or residential use |
Understanding these criteria helps ensure optimal performance and cost-effectiveness.
Future Trends
Synchronous motor technology is evolving rapidly, driven by advancements in materials and electronics.
Rising demand for energy efficiency is driving PMSM and SynRM adoption, while expanding electric vehicles and automation are accelerating advancements in motor design and control technologies.
Axial flux motors are poised to revolutionize the robotics industry, offering enhanced power, efficiency, and compactness compared to traditional radial flux motors. Their unique disc shaped design provides higher power density, better cooling, and more efficient performance, making them ideal for a wide range of robotic applications — from industrial robots to medical devices.
What Are Axial Flux Motors?
Axial flux motors, or disc motors, have magnetic flux flowing along the motor’s axis, unlike traditional radial flux motors where flux flows radially from the rotor’s center. The axial flux design is characterized by its disc-shaped geometry, where the stator and rotor are typically flat and stacked.
Key Features of Axial Flux Motors:
- Compact and lightweight: The disc shape reduces axial length, making them more compact than radial flux motors for the same power output.
- High power and torque density: They generate greater torque and power for each unit of volume and weight.
- Improved cooling: The design offers better thermal dissipation due to the larger surface area.
- Efficient use of materials: They typically require fewer materials than radial flux motors to generate the same amount of power.
These unique features make axial flux motors particularly well-suited for applications where space, weight, and power efficiency are critical.
Advantages of Axial Flux Motors in Robotics
Enhanced Power Density
In robotics, high power density is essential for creating compact systems that still deliver powerful performance. Axial flux motors offer a higher power-to-weight ratio due to their compact, flat design compared to radial flux motors.
- Impact on Robotics:
- Lighter robots: With higher power density, robots can achieve better performance without adding bulk.
- Smaller motors: This enables more flexibility in design, allowing robots to be more versatile in various environments, especially in tight spaces.
| Parameter | Radial Flux Motor | Axial Flux Motor |
| Power Density | Moderate | High |
| Torque Density | Moderate | High |
| Weight for Same Power Output | Higher | Lower |
| Size for Same Power Output | Larger | Smaller |
Improved Efficiency
Efficiency is a key factor in robotic performance, particularly in battery-operated systems like autonomous robots. Axial flux motors are generally more efficient than radial flux motors due to their shorter magnetic path, reduced copper losses, and better cooling capabilities.
Impact on Robotics:
- Longer operational time: More efficient motors extend the runtime of battery-powered robots, making them ideal for autonomous systems.
- Reduced energy consumption: This reduces operating costs and extends system lifespan.
Thermal Management and Heat Dissipation
Robots, especially those operating at high speeds or in demanding environments, generate a lot of heat. Axial flux motors provide superior thermal management due to their larger surface area, which helps dissipate heat more effectively.
Impact on Robotics:
- Better thermal performance: The motor can run at higher power levels without overheating.
- Consistent performance: Heat-related performance degradation is minimized, ensuring more reliable and consistent operation over time.

Axial Flux Motor Applications in Robotics
Industrial Robotics
In industrial robots used for manufacturing, welding, assembly, and material handling, axial flux motors offer significant advantages. The compact size and high torque density of AFMs make them ideal for robotic arms and other systems that require high precision and performance in confined spaces.
| Application | Type of Robot | Motor Requirement | Benefits of Axial Flux Motors |
| Robotic Arms | Articulated robots | High torque, precision | More compact, lighter, higher efficiency |
| Automated Guided Vehicles (AGVs) | Transport robots | High efficiency, long runtime | Higher power-to-weight ratio, longer battery life |
| CNC Machines | Precision machines | High precision, torque | Efficient power use, compact design |
Medical Robotics
In the medical robotics field, where precision and compactness are paramount, axial flux motors are increasingly being used in surgical robots, exoskeletons, and assistive devices. The ability to deliver high torque in a small form factor is crucial in these applications, where space is limited and weight reduction is important.
Advantages:
- Reduced weight: This reduces the strain on patients using exoskeletons or assistive robots.
- Increased maneuverability: Smaller, more powerful motors improve the flexibility and precision of surgical robots.
Service and Consumer Robotics
Axial flux motors also play a role in the growing field of service and consumer robotics, including robot vacuums, lawnmowers, and personal assistants. The ability to offer higher efficiency and better power density translates into longer operational times and more powerful, responsive systems.
| Application | Type of Robot | Motor Requirement | Benefits of Axial Flux Motors |
| Robot Vacuums | Autonomous cleaning robots | Efficient power use, compactness | Extended battery life, more compact design |
| Personal Assistants | Humanoid robots | Lightweight, high power | Enhanced mobility, better energy efficiency |
| Drone Motors | Unmanned aerial vehicles | High efficiency, low weight | More power for longer flights, reduced weight |
Agricultural Robotics
Agricultural robots, such as autonomous tractors, harvesters, and planting machines, require motors that can handle the challenges of outdoor environments while remaining efficient and reliable. Axial flux motors, with their improved power density and cooling, are well-suited for these heavy-duty applications.
Advantages:
- Increased power for larger loads: Ideal for machines that need to perform heavy-duty tasks like plowing or harvesting.
- Better fuel efficiency: In hybrid or electric agricultural robots, better motor efficiency means lower fuel or battery consumption.

Challenges and Considerations
While axial flux motors offer numerous advantages, there are challenges to their widespread adoption in robotics:
Manufacturing Complexity
The design of axial flux motors is more complex than that of radial flux motors. The disc shape and axial alignment of components require precise manufacturing techniques and more advanced materials.
Bearing Design
Because axial flux motors experience different mechanical stresses than radial flux motors, the bearing system needs to be carefully designed to handle the axial forces effectively.
Cost
Axial flux motors are generally more expensive to produce due to their complexity and the need for high-quality materials. However, the cost is justified in high-performance robotic applications where benefits exceed the expense.
Supply Chain Adaptation
As axial flux motors are less common than radial flux motors, the supply chain for components like magnets, stators, and rotors is still developing. Companies might need to invest in new tooling and equipment for efficient AFM manufacturing.
Axial Flux Motors’ Future in Robotics
Despite the challenges, the future of axial flux motors in robotics looks promising. As demand for smaller, more efficient robots increases, and as the manufacturing process for axial flux motors becomes more streamlined, we can expect to see wider adoption across various robotic sectors.
Innovations in materials, cooling technologies, and manufacturing techniques will continue to drive down costs and improve the performance of axial flux motors. This will make them even more attractive for future robotic applications, especially in areas such as wearable robotics, drones, and collaborative robots (cobots).
Axial flux motors offer a transformative alternative to traditional radial flux machines in electric vehicles. Key advantages include:
- Higher torque and power density
- Superior efficiency and thermal performance
- Compact, flat form factor ideal for modern EV packaging
- Lower magnetic material requirements
- Better integration with advanced EV architectures
While challenges remain, automotive manufacturers and component suppliers are increasingly turning to axial flux designs to meet stringent performance, weight, and efficiency goals.
Motor Topologies: Axial Flux vs Radial Flux
What Is a Radial Flux Motor?
In a radial flux motor, magnetic flux flows radially — that is, from the center of the rotor outward or vice versa. Most conventional EV motors, like induction and PMSMs, are based on radial flux designs.
Key Features of Radial Flux Motors:
- Circular cylindrical geometry
- Flux path runs radially
- Wide industry adoption and manufacturing maturity
What Is an Axial Flux Motor?
An axial flux motor features magnetic flux that travels parallel to the motor’s axis (along the shaft direction). Its rotor and stator resemble stacked discs rather than cylinders.
Key Features of Axial Flux Motors:
- Disc-shaped geometry
- High torque density
- Short magnetic path length
Geometric and Magnetic Differences
| Feature | Radial Flux Motor | Axial Flux Motor |
| Flux Direction | Radial | Axial |
| Geometry | Cylindrical | Disc / Pancake |
| Magnetic Path Length | Longer | Shorter |
| End Stack Length | Longer | Shorter |
| Torque Density | Moderate | High |
| Packaging Flexibility | Limited | High |
| Cooling Surface Area | Smaller | Larger (disc surface) |
The geometry of AFMs gives them distinct electromagnetic and thermal characteristics compared with RFMs. These differences lead to multiple performance and efficiency outcomes that are particularly relevant for automotive applications.
Key Advantages of Axial Flux Motors in EVs
Higher Torque Density
In EVs, torque density (torque per unit volume or mass) is crucial. Higher torque density allows for smaller, lighter motors without sacrificing performance.
Axial flux motors are capable of generating much greater torque at low speeds due to:
- Larger effective air gap perimeter
- Better utilization of magnetic materials
- Increased rotor/stator interaction area
This results in more torque for the same size and weight compared to an equivalent radial flux motor.
Impact for EVs:
- Smaller motors reduce vehicle weight
- More compact packaging frees space for batteries or cargo
- Improved acceleration and driveability
Compact and Flat Form Factor
A unique advantage of axial flux motors is their “pancake” shape, which makes them exceptionally compact in axial length.
Benefits:
Allows different integration strategies such as:
- Hub motors in wheels
- Integration into drive axes or transmission housings
Enables lower center of gravity
Easier packaging in EV platforms, where space is at a premium
Typical Applications:
- In-wheel motors
- Integrated powertrain modules
- Aerospace and electric motorcycle applications
By contrast, radial flux motors are often bulkier for the same power rating.
Improved Efficiency Across Operating Range
Efficiency — the proportion of mechanical output to electrical input — plays a vital role in determining EV range and performance.
Why AFMs Are More Efficient:
- Reduced magnetic losses due to shorter flux path
- Better thermal management from greater surface area
- Lower copper losses at high current densities
Axial flux machines generally achieve higher peak and partial load efficiencies, which results in a greater proportion of the battery’s stored energy being converted into motion.
Extended Range: Higher efficiency leads to longer range per charge, enhancing consumer EV satisfaction.
Enhanced Thermal Management
Thermal performance affects motor longevity, power handling, and reliability.
Axial Flux Advantages:
- Disc geometry exposes more surface area for cooling
- Heat can be dissipated more uniformly
- Easy integration of liquid cooling at stator surfaces
Radial Flux Limitations:
- Heat must be conducted out through core iron, end windings, and frame
- Hot spots may appear within the winding pack
Better cooling allows axial flux motors to operate at higher continuous power levels without thermal derating.
Potential for Reduced Material Use
Permanent magnet materials (especially rare earth magnets) are expensive and subject to supply volatility.
Axial flux motors can reduce magnet usage due to:
- Efficient magnetic coupling
- Enhanced use of flux in the air gap
- Fewer magnets required for equivalent torque
This can lower cost and reduce dependency on critical raw materials — a growing concern in EV supply chains.
Performance and Packaging Comparison
Let’s compare three performance metrics across radial and axial flux motors commonly used in EVs.
| Metric | Radial Flux Motor | Axial Flux Motor | Notes |
| Torque Density | Low Moderate | High | AFM often 20–50% higher torque density |
| Power Density | Moderate | High | Better flat packaging aids integration |
| Cooling Efficiency | Moderate | High | AFM disc design improves heat dissipation |
| Peak Efficiency | ~93–96% | ~95–98% | EV manufacturers target >95% |
| Magnet Usage | Higher | Lower | AFM efficiently uses flux from magnets |
| Packaging Flexibility | Limited | Excellent | Ideal for space constrained EV designs |
Real-World EV Use Cases
In-Wheel Motors
Axial flux motors are especially suitable for in wheel applications. Their flat design allows direct integration into wheel hubs, offering:
- Independent wheel torque control
- Reduced drivetrain complexity
- Regenerative braking at each wheel
Implementing radial flux motors in wheels is challenging due to their bulkier shape, making AFMs a more natural fit.
Integrated Powertrain Systems
The compact axial design allows motors to be integrated in unconventional spaces:
- Between battery modules
- In the vehicle’s floor pan
- Within gearboxes as part of a single module
This integration reduces mechanical losses, simplifies assembly, and enhances packaging efficiency.
Technical Comparison: Electromagnetic Characteristics
Below is a simplified comparison highlighting magnetic and electrical differences.
| Feature | Radial Flux Motor | Axial Flux Motor |
| Air Gap Length | Longer | Shorter |
| Magnetic Flux Path | Through stator core radially | Across flat disc section |
| Inductance Profile | Moderate | Lower due to shorter path |
| Back EMF Shape | Sinusoidal | Often improved for certain designs |
| Cogging Torque | Moderate | Can be lower with proper design |
These electromagnetic characteristics flow through into real performance benefits such as smooth torque delivery and responsive acceleration.
Challenges and Considerations
While axial flux motors offer compelling advantages, they are not without challenges:
Manufacturing Complexity
Disk-shaped stators and rotors can be more complex to manufacture and assemble than standard cylindrical designs.
Precision alignment is critical
Multi-disc assemblies can complicate winding and assembly processes
Bearing and Mechanical Load Demands
The axial forces in AFMs impose different loads on bearings compared with radial flux machines, requiring robust mechanical design.
Supply Chain Adaptation
Because radial flux motor manufacturing is well established, adopting axial flux designs requires:
- New tooling
- Supplier qualification
- Design optimization expertise
However, many OEMs are investing in these transitions due to long term performance benefits.
Future of Axial Flux in EVs
Industry trends indicate growing interest in axial flux motor adoption, particularly for:
- High-performance EVs
- Electric commercial vehicles
- In-wheel motor systems
- Aviation-grade electric propulsion
Research and development continue to refine materials, cooling approaches, and scalable manufacturing methods.
